The magnetic induction measurement method works by generating a low-frequency magnetic field that is produced by excitation current I~. A measurement coil μmeasures the resulting magnetic field.
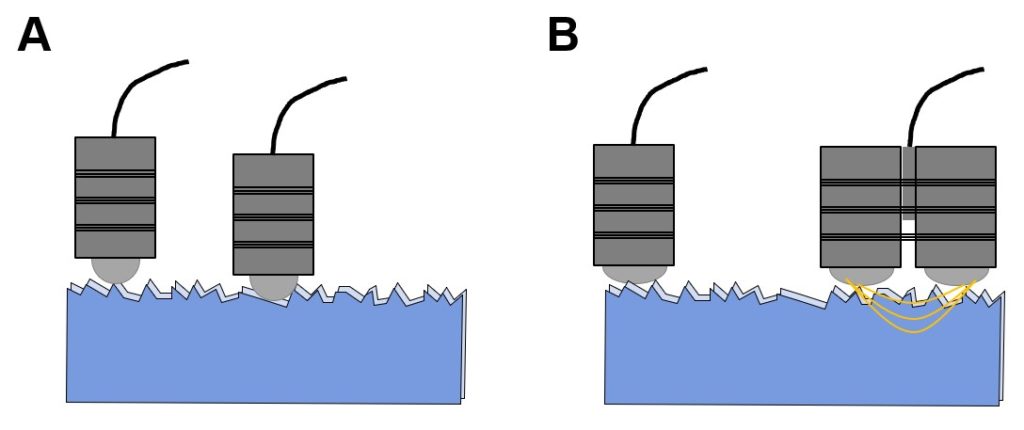
The Eddy current test method, (amplitude sensitive) measures according to ISO 2360 and ASTM 7091 standards. A coil wrapped around the ferrite core is induced with an excitation current. It generates a high-frequency magnetic field that sends loops of electrical current into a base material, in planes perpendicular to the magnetic field. The same coil measures the resulting magnetic field.
In both methods, the measurement coil sends a signal to the instrument (DFT gauge), which converts it into numerical units we can understand, such as microns or mils.
In case a coating has the same chemical composition as a substrate, there’s no way for a measurement probe to recognise the difference. Hence, it’s essential to understand what material a coating consists of and whether it’s measurable on a given substrate using a DFT gauge.
The table below demonstrates typical applications for both magnetic induction and eddy current methods. We also extensively talk about magnetic induction and eddy current measurement principles in the “How to Measure Coating Thickness” article.
























Need the proper Dual scope to accept a FGABI1.3-260 probe, as well as the probe.
Please provide Mid range and high range pricing
Dear Don,
Thank you for your inquiry. Our local Fischer representative will be in touch with you in due course to help you with your requirements.
could you please help to find high frequency probes? we have a case with thin coating and thin conductive substrate(less than 30um Al), need to use high frequency probes, thanks!
Dear Xiaomin,
Thank you for your inquiry. Our local Fischer representative will be in touch with you in due course to help you with your requirement.